
 Мы доставляем заказы во все регионы России
Мы доставляем заказы во все регионы России Открыть полный каталог
Открыть полный каталог



Сварочный электрод Superon AG E 347-16 d3,2 2,0кг (VAC-PAC)
Являемся официальным дилером бренда:


Сомневаетесь в выборе?
Введите корректный номер телефона
У Вас заявка или запрос КП?
Пишите на sales@tiberis.ru
")

Аустенитный стабилизированный ниобием электрод с рутиловым покрытием с содержанием ферритной фазы 5-8%. Покрытие электрода с очень низким впитыванием влаги. Электрод AG E 347-16 обеспечивает легкое зажигание дуги, лёгкую плавку без брызг, очень лёгкое удаление шлаковой корки, отличный внешний вид наплавленного валика сварного шва, легкое повторное зажигание. Электрод предназначен для сварки стыков нестабилизированной и стабилизированной аустенитной, устойчивой к воздействию химических веществ CrNi стали при температуре эксплуатации до 400°С, для коррозионностойких Cr типов стали. Наплавленный металл имеет высокие механические свойства при высоких температурах, подходит для сварки деталей и конструкций, работающих при высокой температуре. Имеет высокую стойкость к межкристаллитной коррозии.
Электрод AG E 347-16 применяется для сварки следующих марок стали: 12X48H9T, 12X18H10T, 12X18H12T, AISI 321, 347 и т. п.
Особенности
- AWS A 5.4 E 347-16
- DIN 8556: E 19 9 Nb R 23
- DIN EN 1600: E 19 9 Nb R 32
- НАКС: д.2,6 мм., д. 3,2 мм., д. 4,0 мм
- ТУ 1273-003-02945213-2016
- Материал №: 1.4551
- ТОК AC, DC+
- Упаковка VAC PAC 2кг. Коробка 10кг.
- При необходимости повторная прокалка 1 ч. При t – 300-350°С.
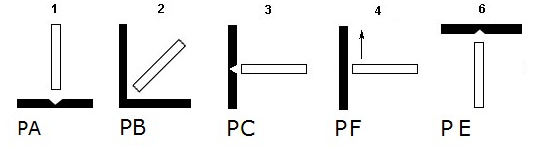
Пространственные положения сварки
Несколько фактов почему Сварочный электрод Superon AG E 347-16 d3,2 2,0кг (VAC-PAC) лучше купить в Тиберис
- Являемся официальным дилером бренда SUPERON AG — цены на эту позицию ниже не найдете!
- Продукция SUPERON AG поступает к нам напрямую со склада дистрибьютора — обеспечим доставку за минимальные сроки!
- Работаем с документами аккуратно и быстро — используем УПД и автоматизированную систему контроля расчетов!
- Предложим специальные условия для бюджетных организаций!
Сварочный электрод Superon AG E 347-16 d3,2 2,0кг (VAC-PAC) относится к категориям каталога
Продавец оставляет за собой право передать товар с несущественными отклонениями от описания, данного на сайте. Уточняйте информацию у менеджера.