
 Мы доставляем заказы во все регионы России
Мы доставляем заказы во все регионы России Открыть полный каталог
Открыть полный каталог



Сварочный электрод Superon AG E 308H-15 d2,5 2,0кг (VAC-PAC)
Являемся официальным дилером бренда:


Сомневаетесь в выборе?
Введите корректный номер телефона
У Вас заявка или запрос КП?
Пишите на sales@tiberis.ru
")

AG E 308 H-15 электрод c основным покрытием из аустенитной нержавеющей стали, предназначенный для сварки хромоникелевых марок 08Х18Н10, 12Х18Н9, AISI 304H, AISI 308, AISI 308H, X6 CrNi 18 — 10, X10 CrNi 18 — 8 и им подобных , обеспечивающих нержавеющий наплавочный слой с повышенным содержанием углерода, типа AISI 308H. Электрод разработан для конструкций, эксплуатирующихся при повышенных температурах и имеет стойкость к ползучести до 600°C, и стойкость к окислительной эррозии до 850°C. Благодаря пониженному содержанию феррита приблизительно от 3 до 8%, ферритная фаза от 1,5 до 4,5% наплавленный металл мало склонен к охрупчиванию и растрескиванию при высоких температурах. Покрытие электродов AG E 308 H-15 с очень низким впитыванием влаги. Сварочный процесс характеризуется мягким сплавлением без брызг, очень легким удалением шлака, исключительный внешний вид сварного шва.
Электрод AG E 308 H-15 применяется для сварки и наплавки нержавеющих сталей типа 308 H.08Х18Н10, 12Х18Н9, AISI 304H, AISI 308, X6 CrNi 18 — 10, X10 CrNi 18 — 8 и им подобных . Пригодны для высокотемпературного применения, нефтехимической и атомной промышленности.
Особенности
- AWS A 5.4 E 308 H-15
- DIN EN 3581-A E 19 9 HB 22
- ТОК AC/DC+
- Упаковка VAC PAC 2кг. Коробка 10кг.
- При необходимости повторная прокалка 1-2 ч. При t – 220°С.
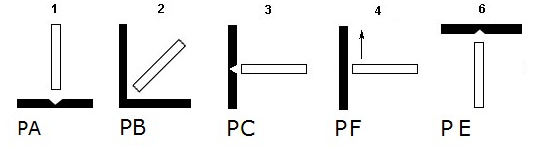
Пространственные положения сварки
Несколько фактов почему Сварочный электрод Superon AG E 308H-15 d2,5 2,0кг (VAC-PAC) лучше купить в Тиберис
- Являемся официальным дилером бренда SUPERON AG — цены на эту позицию ниже не найдете!
- Продукция SUPERON AG поступает к нам напрямую со склада дистрибьютора — обеспечим доставку за минимальные сроки!
- Работаем с документами аккуратно и быстро — используем УПД и автоматизированную систему контроля расчетов!
- Предложим специальные условия для бюджетных организаций!
Сварочный электрод Superon AG E 308H-15 d2,5 2,0кг (VAC-PAC) относится к категориям каталога
Продавец оставляет за собой право передать товар с несущественными отклонениями от описания, данного на сайте. Уточняйте информацию у менеджера.